Our Businesses
- Home
- Our Businesses
- Rail welding
- Goldsummit welding
Goldsummit welding
Goldsummit welding occupies about 40% of rail welding.
Goldsummit welding
Goldsummit (GS) welding is the world's highest-quality aluminothermic welding*1 method "SkV"*2 which we introduced for our railway by tying up with Elektro-Thermit, a German company, in 1979. Currently, GS welding accounts for 40% of rail welding in Japan.
*1 Aluminothermic welding: A welding method to fill a joint with molten steel produced by utilizing the heat caused by chemical reaction of iron oxide flakes and aluminum powder.
*2 SkV: Thermit-Schnellschweißverfahren mit kuzer Vorm rmung (Quick welding method by short-time preheat)
Advantages
- 1Time for welding work is short and most suitable for the welding on track.
- 2Light-weight device enables high mobility.
- 3Stable welding quality can be obtained.

See here for moving images
Goldsummit welding line-up
Goldsummit welding

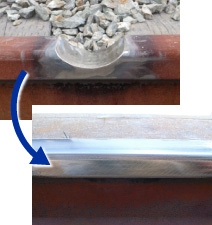
This is a welding method in which the rail joint gap of 25 mm is provided between the rails, and molten steel is poured into the mould matching the shape of rail to solidify the steel. When removing the damaged part of rail, cut both ends of the damaged part, insert a short rail, and weld both ends by Goldsummit welding.
Step Mould

When welding new rail with old rail, the step difference is found between the two rails because the head of the old rail is worn. Goldsummit welding can absorb the difference of mould step of up to 6 mm and a mould with preliminary step difference can be used for the step difference of 2 mm or more.
Wide-gap welding

Although the rail joint gap of normal Goldsummit welding is 25 mm, the gap of wide-gap welding is 75 mm. Therefore, it is possible to re-weld by removing small damage, and also local wear of enclosed arc welding and usual Goldsummit welding by 1 wide-gap welding work.
THR (Thermit Head Repair welding)
Thermit head repair is a method applying thermit welding and repair defects on rail head by cutting the defects and pour molten steel generated by thermit reaction.